
В контролера PLCopen координатната система е отправна точка за определяне на шестте степени на свобода (DOF). Инженерите трябва да разберат как си взаимодействат различните координатни системи и кои рамки са важни за разбирането.
Разбирането на разликите между координатните системи и начина, по който те взаимодействат една с друга, е от ключово значение за постигане на успешен контрол на движението с помощта на групи. В част 4 на PLCopen, глобалният стандарт за управление на движението на програмируем контролер IEC6111-3, се въвежда концепцията за многоосно координирано движение с помощта на групи. Групата е колекция от оси, които работят заедно според общ механизъм, за да осигурят траектория на движение в три измерения. Примерите включват портални системи, роботи с шарнирни ръце, триъгълни роботи или свързващи механизми; Няколко оси работят заедно, за да постигнат многоизмерно движение на устройството.
Като част от новата функционалност, концепцията за координатни системи в контролерите се превърна във важна тема за разбиране. Координатната система е референтната точка, която определя шестте степени на свобода (DOF): X, Y и Z за декартови координати и ъглите Rx, Ru и Rz, описващи степента на въртене на всяка ос (наречени ъгли на Ойлер) .
Всеки контролиран механизъм, компонент или единица работа има своя собствена координатна система. Тъй като контролерът PLCopen може да управлява множество групи, всяка от които работи върху множество части, важно е програмистът да разбере как си взаимодействат различните координатни системи.
Всяка координатна система има начало, което се използва за определяне на нулевата точка във всички координати. Посоката на всяка ос се определя от правилото на дясната ръка (вижте Фигура 1). Ако показалецът сочи в положителната посока на X, изпънатият среден пръст (под прав ъгъл спрямо показалеца) сочи в положителната посока на Y, а изпънатият палец сочи в положителната посока на Z.
Посоката на ъгъла се определя с помощта на правилото на дясната спирала (вижте Фигура 2). Палецът сочи в положителната посока на оста, а пръстът се огъва около оста в положителната посока на въртене на оста.

Позиция на двигателя
И накрая, контролерът управлява позицията на отделните двигатели. Всяка ос в групата има своя собствена осова координатна система (ACS), която е позицията на въртене на двигателя. За повечето сложни механизми, като роботи с шарнирна ръка, роботи за триангулация и механизми за свързване, позицията на координатна система с една ос не означава, че нещо се прави самостоятелно; Именно чрез координацията на тези оси позицията на машината се определя с помощта на кинематични изчисления. Тези изчисления могат да се извършват вътре в контролера или от самостоятелен контролер на робот.
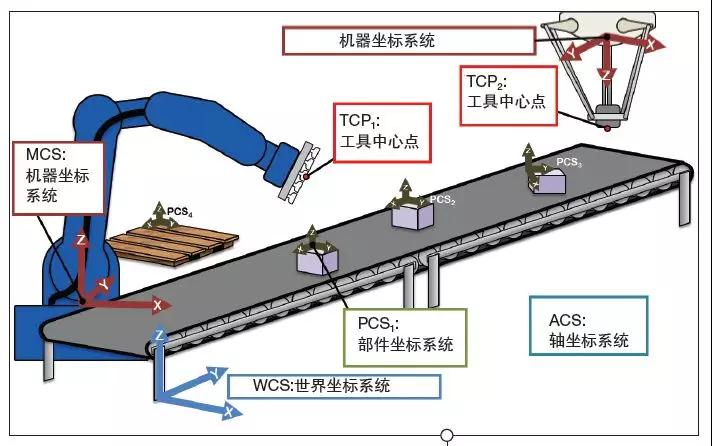
Основната координатна система за всяка група е машинната координатна система (MCS). Производителят на машината определя източника на координатната система на машината. За роботи с шарнирна ръка и триъгълни роботи той обикновено се намира в основата на робота. След това контролерът извършва кинематични изчисления, за да определи координатната система на инструменталното табло (TPCS), която е крайната точка на самата машина. Самата тази координатна система не е полезна за програмиста, но може да се използва за определяне на произхода на местоположението на инструмента. Ножът има своя собствена координатна система, а именно инструментална координатна система (TCS).
Команда за позиция
Обикновено инструментът е центриран в края на машината, така че това може да бъде толкова просто, колкото отместване в посока плюс Z на координатната система на таблото с инструменти и може също да изисква Rz компонент, за да отчете въртенето. Координатната система на инструмента най-често се използва за позиции за бавно движение и обучение, но не се използва често при автоматично движение. Началото на координатната система на инструмента е централната точка на инструмента (TCP), която е началната точка на командното изместване. Когато се извика изместване в координатната система на машината, централната точка на инструмента е тази, която се премества в тази позиция (вижте Фигура 3).

Тъй като всяка група има своя собствена начална точка на машинната координатна система, преместването на множество групи на една и съща позиция в пространството изисква всяка група да има собствена инструкция за позиция спрямо позицията на своята машинна координатна система. Например, ако два пикап робота вземат артикули от един и същи конвейер, след което всеки пикап се премества на една и съща позиция на конвейерната лента, са необходими различни инструкции за позицията на координатната система на машината.
За да се опрости изместването в подобни споделени пространства, началото на машинната координатна система за всяка група може да бъде получено от началото на световната координатна система (WCS), плюс отместването. Всяка работна единица има само един източник на световната координатна система. Когато конфигурирате една група, трябва да дефинирате отместване спрямо началото на световната координатна система. Това позволява на множество агенции да използват обща координатна система за опростяване на програмирането.
Последната координатна система, която трябва да се вземе предвид, е компонентната координатна система (PCS). Тази координатна система се използва за определяне на позицията и ориентацията на всеки обект в световното пространство. Началото на тази координатна система се намира върху детайла и се движи с детайла. Това е полезно, когато работите върху отделни части, като например при приложение за вземане и поставяне. Други приложения включват проследяване на конвейер, при който компонентите се движат по конвейерна лента. В този случай координатната система на компонента се движи спрямо началото на световната координатна система и координатната система на машината, така че преместването на централната точка на инструмента на машината към конкретна позиция на координатната система на компонента трябва да вземе предвид променящото се отместване между различните координатни системи (виж Фигура 4).
Разбирането на разликите между координатните системи и как те взаимодействат помежду си е от ключово значение за успешното управление на движението с помощта на групи в IEC. Различни координатни системи работят заедно, за да изпълнят желаната операция.
Пример за проследяване на конвейерна лента
В приложение за проследяване на конвейерна лента, първата команда може да бъде преместване на централната точка на инструмента в координатната система на машината, за да се локализира централната точка на инструмента в първоначалната позиция на зоната за проследяване. Позицията и ориентацията на частта са дефинирани и рутинната програма за проследяване на предавателя изчислява отместването на частта спрямо началото на координатната система на машината на механизма. Това отместване определя координатната система на компонента на детайла и връзката между координатната система на машината и функцията за проследяване на конвейера. Отместването на координатната система на компонента се регулира, докато частта се движи. След това потребителят дефинира движение в пространството на координатната система на детайла, за да вземе детайла. Тъй като отместването на координатната система на компонента има 6 степени на свобода, при необходимост може да се постигне и отваряне на кутията на конвейерната лента. След това потребителят извършва изместване в пространството на координатната система на детайла, за да вземе детайла.
Ориентацията на инструмента се съгласува автоматично с детайла (ако е необходимо), а отместването между координатните системи е взело предвид тези фактори. Една и съща позиция на координатната система на частта се използва за всяко прихващане и отместването на координатната система на частта се променя само когато се срещне нова част. Тъй като функцията за проследяване на конвейерната лента постоянно актуализира отместването на координатната система на компонента, централната точка на инструмента също се проследява по положителната посока на конвейерната лента, за да се реши проблемът с движението на компонента.